

在对环境可持续性日益关注的推动下,越来越需要探索重新利用工业废料的创新方法。这项研究的重点是调查与热电厂煤燃烧产生的废物——空心圈相关的潜在用途和挑战。空心圈通常被视为废物,但它提供了一个为可持续发展作出贡献的机会。本研究的目的是评估富含陶瓷的工业废料空心球对编织cfrp -橡胶- cfrp(碳纤维增强聚合物)夹层复合材料力学性能的影响。采用传统的手工铺层技术制备复合试样,加入不同重量百分比(5、10、15和20 wt.%)的空心球作为颗粒填料。根据ASTM标准进行拉伸、弯曲和冲击试验,以评估填料含量对机械性能的影响。结果表明,加入约15%的废弃空心球可显著提高夹层复合材料的抗拉强度、抗折强度、层间剪切强度(ILSS)和冲击强度,比未填充的复合材料分别提高约1.6倍、1.56倍、2.06倍和1.85倍。微观分析表明,复合材料在基体内具有分散良好的空心球分布,有助于整体强度特性的显著增强。
在当前时期,聚合物增强复合材料作为一种独特的用于制造各种机械部件的部件正在取代普通金属[1,2,3]。一般来说,聚合物复合材料的分类取决于增强材料的类型,增强材料可以是纤维或填料,也可以是用作基体的材料。由于纤维的功能是承受施加的载荷,而基体的功能是传递载荷,因此选择基体、纤维及其各自的质量对于决定复合材料的整体有效性至关重要。影响复合材料性能的关键因素是纤维的重量百分比负荷、基体、填料、生产系统的工艺变量以及表面改性方法[4,5,6,7]。
环氧树脂是一类重要的热固性高分子材料,通常用于生产纤维增强聚合物(FRP)复合材料[8],因为它具有令人印象深刻的耐腐蚀性环境和化学品的耐久性,以及良好的电气和机械性能。环氧树脂具有极好的吸湿性能。许多研究人员研究了各种类型的增强材料,包括天然可用的和人造的,并试图在聚合物相中加入颗粒,以创造所谓的混合复合材料。尽管将天然纤维材料作为增强材料的复合材料价格合理、环保且可生物降解,但由于其吸湿和吸水的亲和力以及与聚合物的附着力低于标准,其使用仍然受到限制[9]。
因此,合成纤维已成为制造纤维增强复合材料的最佳选择。用于制造FRP复合材料的最流行的织物包括凯夫拉、芳纶、玄武岩、玻璃和碳。碳基纤维因其特殊的摩擦热机械性能和成本而获得优先考虑,这也允许最小的密度和高耐久性,因此碳纺织品很有前途并受到广泛青睐。
在航空航天领域,碳纤维提供了更高的机械和摩擦学性能[10]。碳纤维层合复合材料在多种破坏模式下均具有较高的起裂能力和裂纹扩展能力[11]。断裂扩展的主要方式之一是分层,这会显著降低面内刚度和强度[12]。另一个问题是,碳纤维由于其表面惰性,与聚合物基体的界面相互作用较差[13]。所有前面提到的缺陷都有很大的能力引发整个复合结构的灾难性崩溃。在这个领域内,已经设计了许多方法来增强机械性能,主要包括z形钉钉[14],纤维拼接[15],3D织物设计的创建[16],纤维的表面改性[17],最值得注意的是,改变矩阵[18]。这些改造技术,尽管其巨大的复杂性和巨大的成本,已经证明了显著的效果,提高层间力学特性。传统上,基体蚀变过程被认为是相对简单和廉价的,对复合材料的其他机械和结构属性没有不利影响。通过使用微米到纳米尺寸的颗粒,碳纤维增强塑料的性能甚至可以更加量身定制。
In recent years, natural and inorganic fillers have been commonly added to polymer matrix composites (PMCs) to enhance their tribo-mechanical properties. The accepted approach for including natural fillers in the manufacturing of composite laminates is to achieve a uniform dispersion of the fillers within the matrix material by the conventional mixing and stirring process. This meticulous process, which has been adopted in this study guarantees effective amalgamation and widespread distribution of the fillers throughout the composite laminate, ultimately leading to improved mechanical properties. This has attracted significant attention from aerospace, marine, and automotive sectors. Fillers are incorporated at micron and submicron levels, showing synergistic effects on mechanical and tribological characteristics. Factors such as particle size, type, processing, chemical treatment, weight ratio, etc., contribute to these effects. In India, about 73% of power production comes from thermal power plants, primarily using bituminous coal. Indian bituminous coal contains 30–45% more ash compared to imported coal, leading to increased fly ash waste generation. Disposing of fly ash waste poses significant environmental and land use challenges, contributing to soil and air pollution. India’s fly ash management takes utmost precautions in handling and disposing of fly ash particles. Fly ash, a byproduct of coal combustion, can be effectively utilized by other industries to create useful products. In 2015–16, the Indian government reported that approximately 62% of fly ash generated was being efficiently utilized. The reuse of fly ash instead of its disposal as waste offers a promising solution to reduce environmental impact [19]. Fly ash particles have garnered significant interest from engineers, researchers, and scientists. These particles, primarily hollow microspheres, hold immense potential for creating lightweight materials due to their ability to lower composite density [20]. Additionally, their superior thermal stability, attributed to their formation at temperatures around 1000 °C, makes them an attractive choice for applications requiring high thermal stability and low conductivity, such as in tribology applications [21]. In composite materials, the incorporation of fly ash particles has been found to enhance properties like modulus and fracture toughness, with the optimal composition for polypropylene composites being 20% [22]. Studies have also investigated the effects of fly ash addition on the physio-mechanical properties of rubber and demonstrated the improved thermal mechanical properties of surface-modified PEEK composites with cenosphere [23, 24]. Furthermore, the introduction of submicron cenosphere particles has been shown to enhance the wear properties of vinyl ester composites [25]. These findings underscore the potential of fly ash particles in various applications, promoting sustainability and resource efficiency. According to Chand et al. [26], adding cenosphere particles improved tribo-mechanical properties of HDPE composites. Fly ash-filled vinyl ester composites showed superior wear resistance compared to plain resin, as observed by Dipa Ray and Gnanamorthy [27]. However, Suresha et al. [20] found poor wear performance when cenospheres were added to glass epoxy composites. Load and abrading distance were identified as key parameters affecting wear loss. Fly ash particles enhanced electrical, rheological, mechanical, and tribological properties of composites, supported by Mohammad Rahail Parvaiz’s findings [28]. Cenosphere-reinforced polypropylene composites exhibited improved thermo-mechanical and dynamic mechanical capabilities [29]. Fly ash addition proved beneficial in metal matrix composites, rubber-based composites, and ceramic matrix composites [30, 31]. The incorporation of fibres and fillers into polymers has captured the attention of researchers due to its intriguing nature. Notably, studies have demonstrated that the addition of fillers to polymer matrix composites (PMCs) leads to an improved modulus, consequently reducing material costs [32, 33]. Hybrid composites, which combine both fibre reinforcement and fillers within the matrix, exhibit exceptional characteristics such as enhanced strength, stiffness, and ductility that surpass those of single fibre-reinforced composites. Moreover, these hybrid composites outperform single fibre-reinforced composites in terms of fatigue life and fracture toughness, making them an innovative and advantageous approach in composite materials. The primary objective of this study is to thoroughly examine the profound influence of cenosphere inclusion in sandwiches fabricated with CFRP and natural rubber. By incrementally introducing the filler up to a maximum of 20%, and employing the conventional hand lay-up technique, the research successfully obtains the specimens for meticulous analysis of the intricate mechanical behaviour exhibited by this innovative sandwich composite.
现有的工作是使用编织碳纤维作为加固材料之一。采用环氧树脂(L12)制备复合基体。该树脂与硬化剂K6一起从印度班加罗尔的CS Marketing公司获得。该复合材料采用10:1的环氧树脂/硬化剂比例制成。填料为附近火电厂提供的空心球粉煤灰。采用浮选法从粉煤灰中获得空心球。本研究中使用的空心球的性质如表1所示。
表1制造商提供的材料基本性能
用XRD和SEM对空心球进行了表征。采用JEOL JSM-6480LV扫描电子显微镜对粉煤灰表面进行了检测。图1为空心球粉煤灰表面形貌的SEM照片。如所示,空心球颗粒的球形度相当高。从XRD上看,主曲线的宽卵形表示存在非晶相,而尖峰表示存在结晶相。根据XRD分析,所研究的微球中包含的晶相为石英、莫来石和方解石。
图1
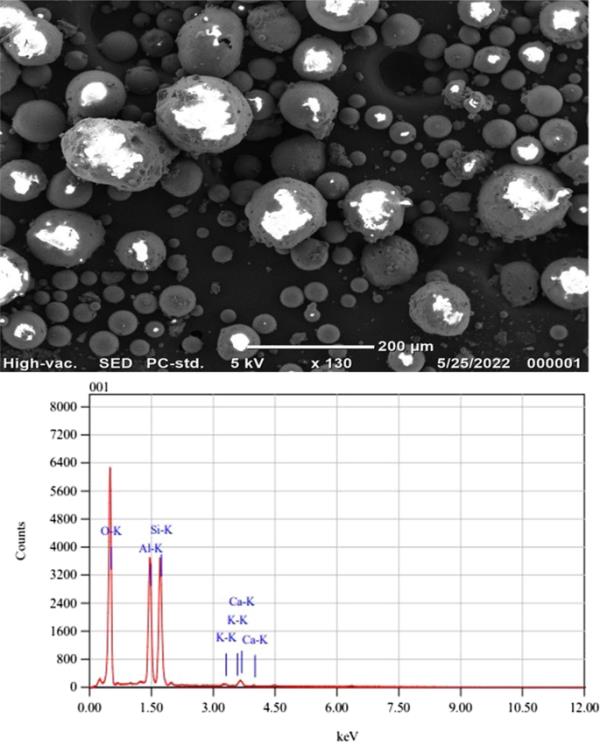
空心球的扫描电镜图像及其XRD
采用广泛使用的手工铺层技术制备所设想的夹层复合材料,其制备工艺如图2所示。为了制造混合夹层复合材料,在四组层压复合材料样品(5%、10%、15%和20%)中系统地改变了空心球的重量百分比,同时还制备了未填充的夹层复合材料进行比较。制备了L12环氧树脂与K6硬化剂的10:1混合物,加入空心球,搅拌均匀。由表2可知,碳纤维和橡胶芯的重量比为40%,而空心球的掺入发生在环氧树脂和硬化剂混合料中,占总重量的60%。这一比例在整个制造过程中保持一致,仅通过添加空心球对环氧树脂进行修改。两层碳纤维(斜纹织物)被用作皮肤,并随机排列在天然橡胶芯的两侧。碳纤维层和橡胶层按预期顺序排列。复合材料从顶部加载,并在室温下固化24小时。样品在24小时后从模具中取出,并使用金刚石刀具切割成必要的形状和尺寸进行机械测试。
图2
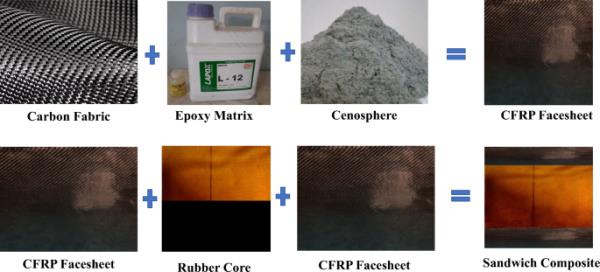
所提出的夹层复合材料的制备
表2复合co配置和详细信息
复合材料根据其成分分为不同的名称。这些名称由以下代码表示:S-C0, S-C5, S-C10, S-C15和S-C20。每个名称对应于空心球体,碳,橡胶芯和环氧树脂的比重百分比。在S-C0复合材料中不存在空心球,而碳、橡胶芯和环氧树脂的重量百分比分别为20%、20%和60%。随着S-C5复合材料的增加,空心球的重量百分比增加到5%,而其他组分的重量百分比保持与S-C0相同。同样,在S-C10、S-C15和S-C20复合材料中,空心球的重量百分比分别增加到10%、15%和20%。在所有情况下,碳、橡胶芯和环氧树脂的重量百分比分别保持在20%、20%和40%不变。表2列出了与提议的组合有关的详细信息。根据供应商的数据表,环氧树脂、碳纤维、天然橡胶和空心球的密度分别为1.2、1.8、0.92和0.6 g/cm3。
2.2.1 拉伸试验
用金刚石刀具将试样从层压板上轻轻切割成拉伸试验标准250mm(跨长)× 25mm(宽度)中提到的规定长度,并用金刚砂纸将其加工成ASTMD 3039标准规定的正确尺寸。拉力试验在配有50 kN带砂布片的测压元件的Dak system系列9000万能试验机上进行。试验以每分钟2毫米的加载速率进行。如表2所示,对5个相同的试样进行了复合结构评估,其中空心球重量分数不同,得出了平均结果。
2.2.2 弯曲测试
在用于拉伸试验的同一设备上,还按照ASTM D2344-84进行了3点弯曲(弯曲)试验,加载速率为2mm /min,跨度为152 mm,宽度为13 mm,厚度为9.5 mm。三点弯曲试验时的弯曲应力由式1计算。
(1)
式中Fmax为极限荷载,单位为N, L为支撑距离,单位为mm,所用试样的宽度和厚度,单位为mm,分别用b和t表示。
试样按标准规定的尺寸制备,保持恒定宽度13mm。为了实现跨厚比为16:1,样品的跨长为152 mm,样品的厚度一致为9.5 mm。弯曲试验在Dak的系统系列9000上进行,配备3点弯曲试验装置,通用试验机配备5kn称重传感器。
2.2.3 测试
根据ASTM D2344-84进行ILSS测试。十字头速度保持在每分钟2毫米。对5个相同的试样进行了不同重量百分比的空心球填料的测试,并确定了平均结果。用式2计算ILSS。
(2)
2.2.4 冲击强度
夏比冲击试验可用于确定在冲击力作用下典型试样断裂时吸收了多少能量。标本和试验是按指示进行的。夏比冲击试验的试样是按照ASTM D6110-18制作的,试样的尺寸是80毫米跨长,10毫米宽。使用Zwick/Roell Charpy冲击试验机(HIT50P)按照ISO 179/1fU Charpy进行测试。
摘要
1 介绍
2 材料与方法
3.结果与讨论
4 结论
参考文献
致谢
作者信息
搜索
导航
#####
表3显示了从制造复合材料的力学测试中获得的力学性能结果的摘要。
表3公司所提出的复合材料的非固化力学性能
3.1.1 抗拉强度
图3显示了夹层复合材料层合板在不同空心球水平下的抗拉强度变化。结果表明,在复合材料中添加5% ~ 15wt %的空心微球可以提高复合材料的抗拉强度。拉伸强度随着空心球添加量的增加而下降(20% wt.%)[34,35,36]。这可能是由于环氧基与空心球相互作用时发生的化学反应导致基体连续性中断,或者是由于不规则形状的颗粒导致环氧基中的应力集中而发生的。S-C15的抗拉强度为2075.22 MPa,比未填充的S-C0复合材料的1290.5 MPa提高了60.8%。经拉伸试验的断裂试样如图4所示。
图3
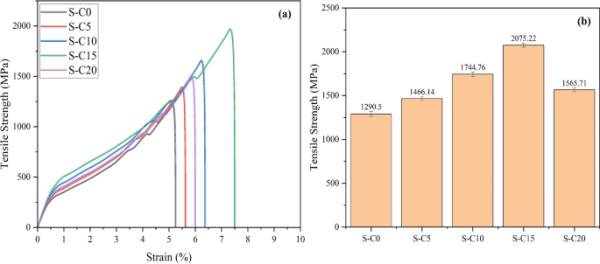
应力应变曲线和抗拉强度的变化
图4
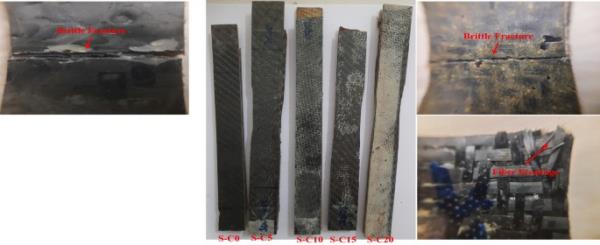
断裂拉伸试样
如图4所示,所提出的夹层复合材料在表皮/面片状处发生脆性断裂。由于插入的碳织物的三维结构,可以看到复杂的断裂,如基体开裂和纤维断裂。结果表明,碳纤维与基体材料之间形成了良好的界面,外部拉伸载荷有效地传递到碳纤维增强材料上。当施加拉伸载荷时,基体材料经历应力,并且该应力通过界面粘合传递给纤维。碳纤维是一种高抗拉强度的材料,可以承受这种载荷并有效地承载它。纤维断裂的观察表明,载荷成功地转移到纤维上,产生了期望的力学性能和增强效果。
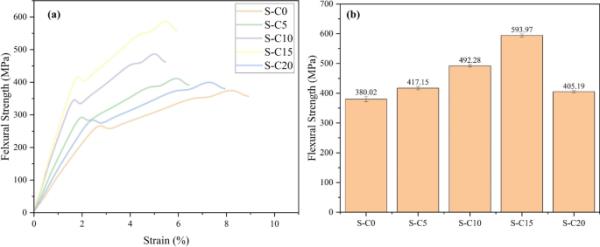
3.1.2 抗弯强度
所提出的夹层复合材料的抗弯强度和ILSS变化分别如图5和图6所示。在弯曲强度和ILSS的情况下,类似于拉伸强度的模式被看到。未增强填料S-C0对S-C15的抗弯强度和ILSS的改善分别为56.3%和106.8%。碳纤维-环氧复合材料的弯曲破坏受到纤维的约束。抗弯强度试验结果表明,环氧基杂化聚合物复合材料的抗弯强度随空心微球浓度的增加而变化。S-C0复合材料的起始抗弯强度为380.02 MPa。
图5
夹层复合材料的应力应变曲线和抗折强度变化
图6
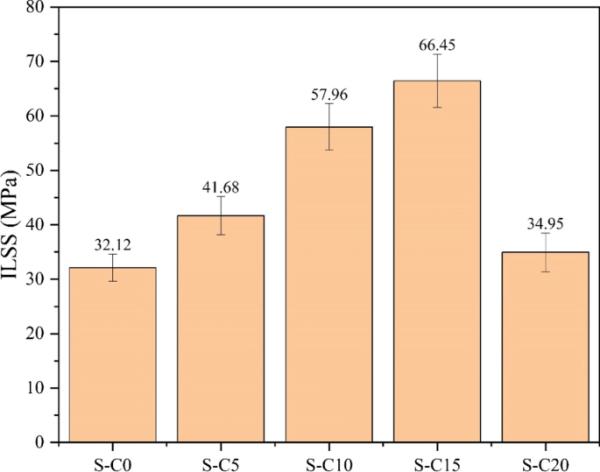
夹层复合材料ILSS强度的变化
在环氧树脂中加入微球可以增强复合材料的力学性能。当空心圈浓度为5 wt.%时,抗弯强度略有提高,达到417.15 MPa;当空心圈浓度为15 wt.%时,抗弯强度达到最大值593.97 MPa。含空心球的复合材料强度下降了20wt .%,但仍高于未含空心球的复合材料强度380.02 MPa (405.19 MPa)。重要的是要记住,在复合材料中,强度发散增加后5 wt.%的空心层。这充分说明了空心球的加入对增强碳纤维环氧复合材料的力学特性是如何有益的。环氧树脂基体与纤维之间通过空心球形成的界面连接可能是提高强度的原因。
纤维与环氧基的界面相互作用影响碳纤维增强聚合物复合材料的力学性能。ILSS是确定表面如何相互作用的最有用的指标之一。研究发现,在环氧基体中加入空心球后,复合材料的ILSS增加了15 wt.%。与S-C0相比,S-C15的ILSS提高了106.88%。事实上,增强的ILSS的好处之一是空心球有效地分散在基体中,从而实现高效的空心球-基体结合。由于环氧树脂也有羟基作为官能团,它与碳纤维以及空心圈中的分子形成氢键。因此,环氧树脂具有很强的界面附着力,从而产生“联锁效应”。
在15 wt.%时,空心球分散良好,但超过该浓度后,它开始聚集。因此,当空心圈浓度上升超过15%重量时,空心圈聚集也会上升。当空心圈添加量为15wt .%时,空心圈对环氧树脂抗剪强度的负面影响较大,且随着空心圈添加量的增加,这种负面影响越来越大。当空心圈含量为15%和20%时,ILSS从66.45 MPa降至34.95 MPa。因此,在空心球含量为20%的情况下,ILSS比观察到的最高ILSS值降低了90.12%。这种ILSS的恶化是由许多因素引起的,包括空心球分散到环氧树脂中,团聚,以及空心球与施胶剂的意外结合。空泡添加量超过15wt .%是造成空泡结块的主要原因。由于微球参与了与硬化剂K6的结合过程,微球含量的增加促进了与K6分子的更大结合。这反过来又削弱了环氧树脂和K6分子之间的连接。K6分子可用性的降低影响了环氧键合过程,导致基体与硬化剂之间交联程度的降低。因此,这种交联的减少影响了空心球、环氧树脂和纤维组分之间的相互作用。结果表明,微珠浓度的增加降低了复合材料的ILSS。受弯曲荷载损伤的性质如图7所示。
图7
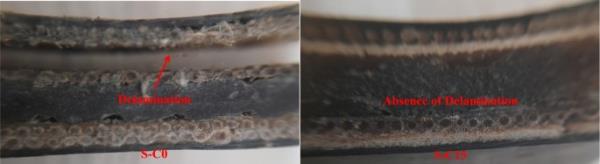
弯曲载荷造成的损坏
从图7可以看出,抗折强度较低的S-C0发生了分层,而S-C15没有发生分层。芯材是一种柔顺性材料,可以阻止在顶面板上产生的裂纹向底面板传播。因此,橡胶芯的使用可以减轻由于弯曲载荷造成的损坏。由于所建议的复合材料S-C0的顶部工作面存在剪切应变,可能会出现分层和分层现象。从图中可以观察到,S-C15的样品并没有完全分离成碎片,因此,它们表现出抗剪切载荷的能力,因为它产生了更好更强的层间结合。
观察到明显的空心球聚集趋势,这阻碍了色散的有效性。在加入超过15%的微球后,观察到的不良后果可归因于多种因素,包括破坏基体连续性,界面应力集中以及由此导致的CFRP脆性增加。为了在潜在的好处和减轻对结构性能的任何有害影响之间取得平衡,仔细考虑最佳空心球含量变得至关重要。
3.1.3 冲击强度
如图8所示,夹层复合材料的Charpy冲击强度大小为S-C15 > S-C10 > S-C5 > S-C20 > S-C0,其中S-C15的冲击强度最高,为419.17 kJ/m2,比未填充的S-C0复合材料的226.45 kJ/m2提高了85.10%。S-C15抗冲击性能的显著提高可以描述为:碳纤维外层的高模量有利于应力波的快速扩散,芯层橡胶的高柔度有利于冲击能量的吸收,15% wt.%的空心球减少了复合材料中的空隙,减缓了裂纹的扩展。这表明,在适当的应用中,在复合材料中加入第三相(空心球颗粒)可以提高所有的机械性能。
图8
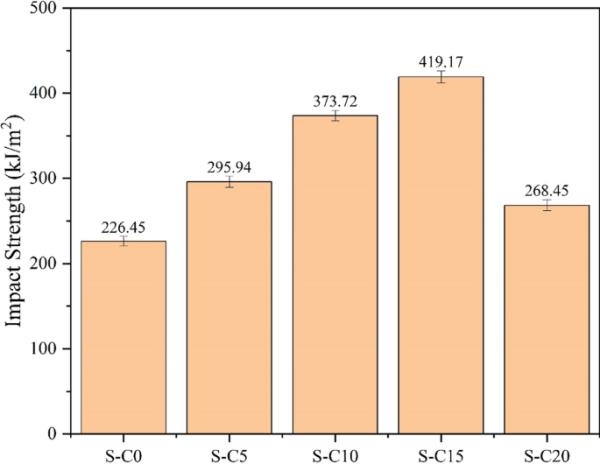
夹层复合材料冲击强度的变化
夏比冲击试验结束后,用显微镜进一步观察复合材料表面形貌,如图9所示。试件受压侧纤维层发生分层,出现扭结破坏,拉伸侧纤维层发生拉伸破坏,部分纤维断裂并被拉出。另一方面,CFRP显示纤维断裂伴急性脆性断裂,整体断裂伴穿透厚度断裂,清晰可见。由于屈服强度的降低,橡胶芯的夹杂物增加了延性破坏的可能性。由于橡胶的能力,作为应力集中剂开始屈服,屈服应力在样品中降低。
图9

经冲击试验的夹层复合材料断口形貌
目前正在研究微球粉对CFRP -天然橡胶芯夹芯复合材料力学性能的影响。本研究得出以下结论:
与未填充的S-C0 (1290.5 MPa)相比,添加5 - 15wt .%的微球可使S-C15的抗拉强度提高60.8% (2075.22 MPa)。然而,夹层复合材料在表皮/表面界面处表现出脆性断裂。与未加固的S-C0相比,S-C15的抗弯强度和ILSS分别提高了约56.3%和106.8%。环氧树脂基体与纤维之间通过微球的界面连接有助于提高强度。
实验结果表明,微球在基体内的分散是有效的,导致微球与基体形成强烈的键合,并产生互锁效应。这种联锁效应有助于裂纹的抑制,防止裂纹从顶部面板向底部面板扩展。柔性橡胶芯材料的存在通过吸收和消散弯曲载荷引起的损伤来促进这种行为。因此,橡胶芯的使用对弯曲荷载引起的结构损伤有显著的缓解作用。
超过15wt .%的浓度,有一个可观察到的空心圈聚集趋势,表明分散效率降低。添加超过15%的微球后,由于聚集、破坏基体连续性、键合不足和界面应力集中而产生负面影响。优化空心球含量对于平衡结构性能的好处和减轻负面影响至关重要。
S-C15的抗冲击性显著提高是由于碳纤维外层的高模量,有利于应力波的快速扩散;芯层橡胶的高柔度,有利于冲击能量的吸收;15% wt.%的空心球减少了复合材料中的空隙,减缓了裂纹的扩展。
下载原文档:https://link.springer.com/content/pdf/10.1007/s40430-023-04424-2.pdf

